2024-08-08
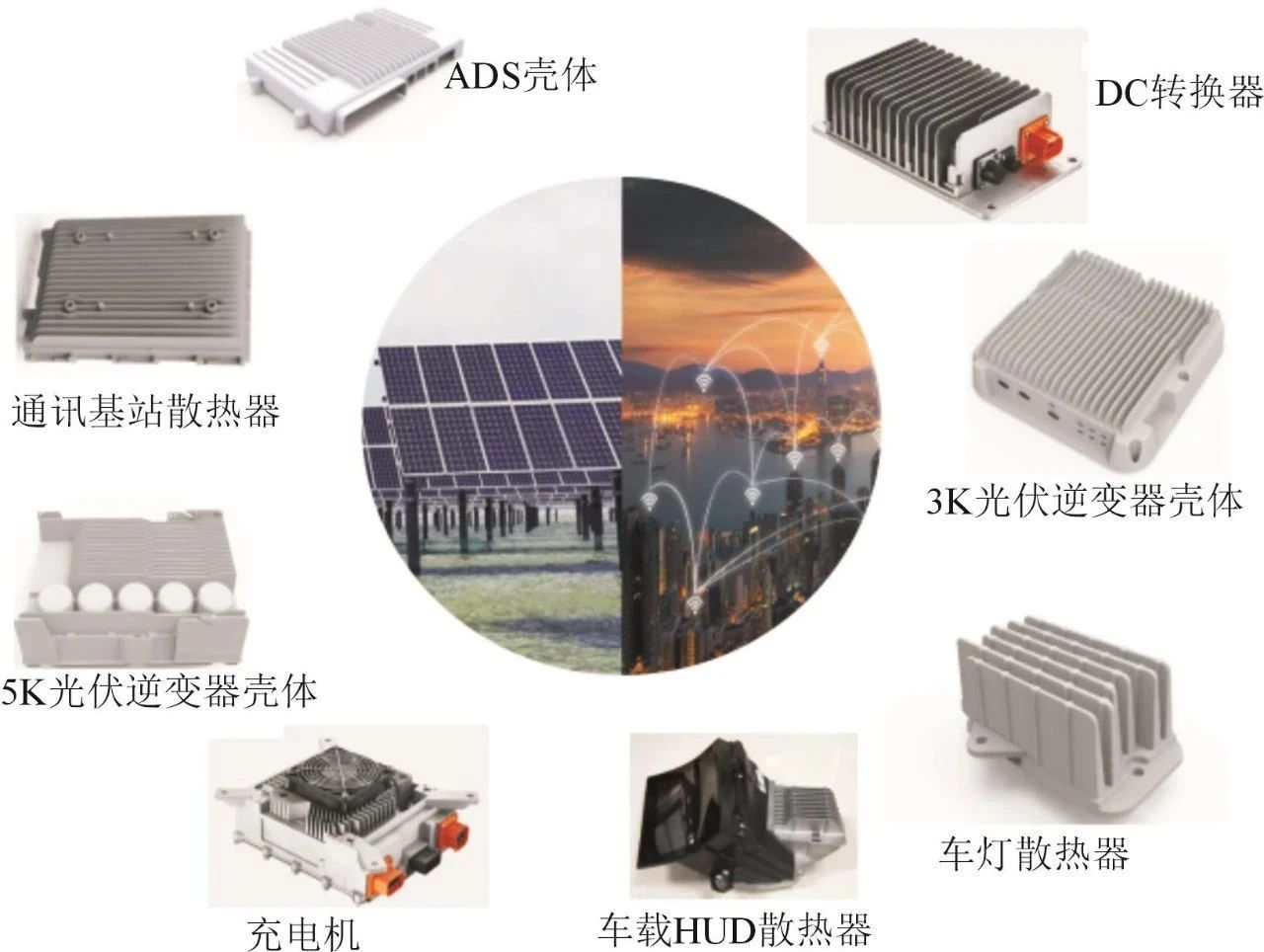
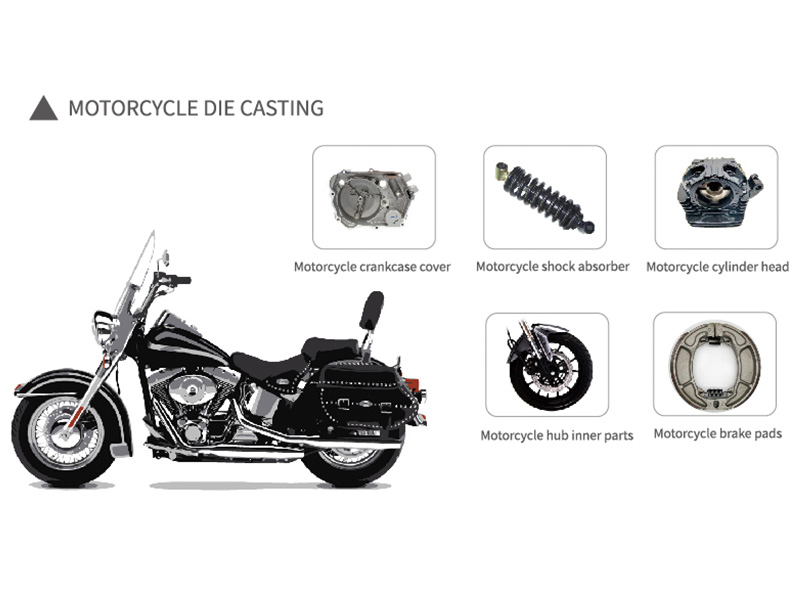
A fundição sob pressão (conhecida como fundição sob pressão ) consiste em preencher a cavidade de fundição sob pressão (molde de fundição sob pressão) com metal líquido ou semissólido em alta velocidade sob alta pressão e formar e solidificar sob pressão para obter peças fundidas. As peças fundidas sob pressão têm alta precisão dimensional, geralmente equivalente ao nível 6 ~ 7, ou mesmo ao nível 4; baixa rugosidade superficial; alta resistência e dureza, 25% ~ 30% maior que a fundição em areia, dimensões estáveis, boa intercambialidade; peças fundidas complexas de paredes finas podem ser fundidas, com alta eficiência de produção e longa vida útil do molde de fundição. Ao fundir ligas de alumínio, pode atingir 80.000 ~ 200.000 vezes, de modo que o processo de fundição é amplamente utilizado em energia fotovoltaica, comunicações 5G e campos automotivos. O alumínio e as ligas de alumínio possuem baixa densidade (próximo a 2,7g/cm³), que é cerca de 1/3 do ferro ou cobre; boa condutividade elétrica e térmica, perdendo apenas para prata, cobre e ouro; boa resistência à corrosão: a superfície do alumínio é fácil de produzir naturalmente uma película protetora de Al2O3 densa e firme, que pode proteger bem o substrato da corrosão. Bons produtos podem ser obtidos através de passivação, pulverização de pó, revestimento, etc., por isso é particularmente adequado para produção de fundição sob pressão. A composição de vários materiais de liga de alumínio padrão é semelhante e os materiais de liga podem ser selecionados de acordo com os requisitos de uso. As ligas convencionais de alumínio fundido não têm requisitos especiais de alongamento e condutividade térmica e são usadas principalmente em peças de motores de automóveis e motocicletas, como tampas de motores, cárteres de óleo, blocos de cilindros, caixas de transmissão, etc. Com o desenvolvimento da tecnologia 5G, cada vez mais ligas de alumínio fundido são utilizadas em estações base de comunicação, principalmente para a produção de carcaças de radiadores. Como a condutividade térmica da liga de alumínio ADC12 tradicional é de apenas 100W/(m·K), o ENAC44300 é geralmente selecionado como material de fundição para melhorar a condutividade térmica das peças; além disso, pode ser usado tratamento térmico T5 a 200 ~ 350 ℃. Além do campo de comunicação 5G, a indústria fotovoltaica também tem uma demanda crescente por ligas de alumínio fundido, e o componente representativo é a carcaça do inversor. “Fotovoltaico + armazenamento de energia” tornou-se a configuração padrão para o desenvolvimento fotovoltaico em muitos países. Depois de combinar o armazenamento de energia, trará um impulso de desenvolvimento sustentável e de longo prazo à energia fotovoltaica. Estima-se que a capacidade instalada fotovoltaica global aumentará em 370 GW em 2025, e a nova demanda por inversores de armazenamento de energia será de cerca de 74 GW até então. Os especialistas prevêem que até 2025, 2% do fornecimento mundial de energia p...
consulte Mais informação