2024-05-14
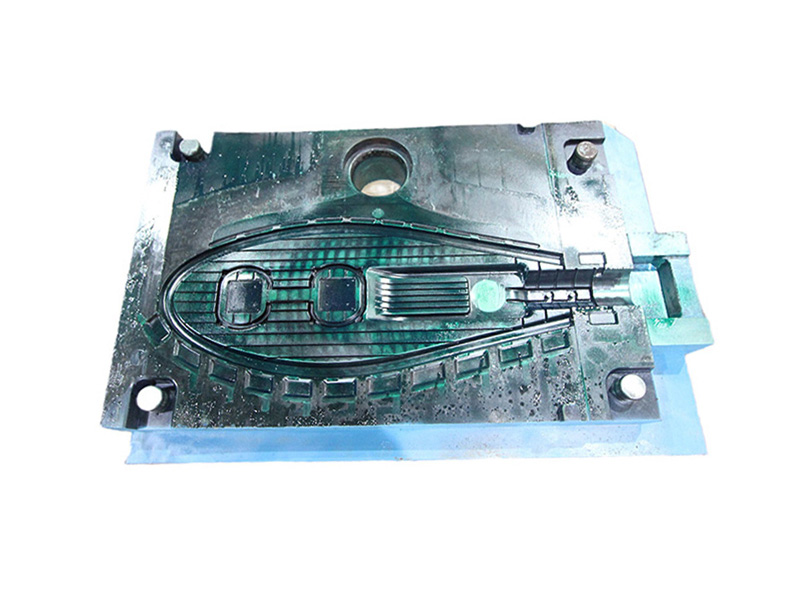
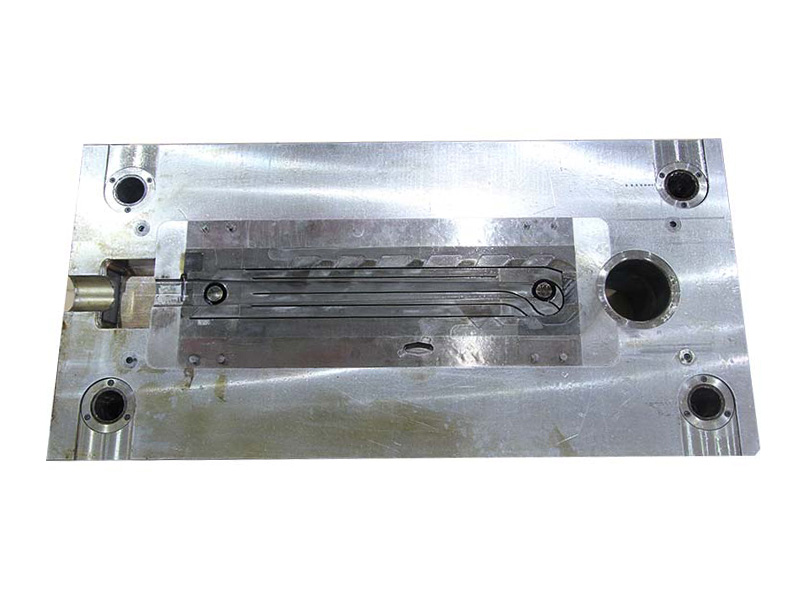
Durante o processo de fabricação de radiadores fundidos, você pode encontrar alguns problemas comuns, aqui estão alguns deles: 1. Estômatos e bolhas: Descrição do problema: Porosidade e bolhas são defeitos comuns no processo de fundição sob pressão e podem aparecer na superfície ou no interior do radiador. Solução: Otimize o processo de fundição sob pressão para garantir um fluxo suave do metal e evitar que o gás fique preso na peça fundida. A geração de poros e bolhas pode ser reduzida melhorando o design do molde, controlando a temperatura e a velocidade de vazamento e adotando um sistema de vazamento adequado. 2. Rachaduras térmicas: Descrição do problema: Durante o processo de resfriamento do radiador, podem ocorrer rachaduras térmicas devido à temperatura irregular do metal ou ao resfriamento rápido. Solução: Otimizar o processo de fundição, controlar a taxa de resfriamento e uniformidade de temperatura do metal e evitar resfriamento excessivo ou ocorrência de áreas de concentração de tensões. Além disso, a composição da liga e os parâmetros de processo apropriados são selecionados para reduzir a ocorrência de trincas a quente. 3. Deformação e desvio dimensional: Descrição do problema: O radiador pode encolher e deformar-se de maneira irregular durante o processo de resfriamento, resultando em desvio de tamanho ou formato irregular. Solução: Otimize o projeto do molde, leve em consideração o encolhimento do radiador e use um sistema de resfriamento adequado para garantir que a peça fundida seja resfriada uniformemente e evite deformações. Além disso, processos de pós-processamento, como tratamento térmico ou usinagem, podem ser utilizados para corrigir desvios dimensionais em peças fundidas. 4. Problemas de qualidade de superfície: Descrição do problema: A superfície do radiador pode estar oxidada, manchada ou áspera. Solução: Fortalecer o tratamento da superfície do molde, como polimento, jato de areia, etc., para melhorar a qualidade da superfície. Além disso, os materiais de revestimento devem ser selecionados e utilizados racionalmente para controlar a reação de oxidação durante o processo de fundição para reduzir a ocorrência de defeitos superficiais. Ao otimizar o processo, melhorar os equipamentos e fortalecer a gestão da qualidade, esses problemas podem ser resolvidos de forma eficaz e a qualidade e a eficiência da produção dos radiadores fundidos podem ser melhoradas.
consulte Mais informação