2023-04-18
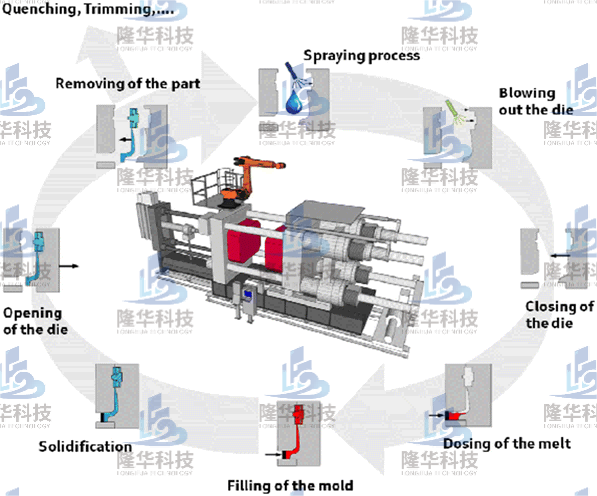
1: o que é máquina de fundição sob pressão ? Uma máquina de fundição sob pressão é uma máquina usada para fundição sob pressão. Incluindo câmara de prensagem a quente e câmara de prensagem a frio. Finalmente, eles são divididos em dois tipos: retos e horizontais. A máquina de fundição injeta hidraulicamente o metal fundido no molde para resfriamento e formação sob pressão. Depois que o molde é aberto, pode-se obter uma peça fundida de metal sólido, que é inicialmente usada para o tipo de fundição sob pressão. Com o avanço da ciência e tecnologia e da produção industrial, especialmente com o desenvolvimento de indústrias como automóveis, motocicletas e eletrodomésticos, a tecnologia de fundição sob pressão se desenvolveu de forma extremamente rápida。 2: Breve história do desenvolvimento de máquinas de fundição sob pressão A tecnologia de fundição sob pressão foi desenvolvida por mais de 150 anos. No início do século XIX, devido ao surgimento da indústria gráfica, surgiram as máquinas de fundição tipográfica para fundição de chumbo, e logo evoluíram para máquinas de fundição sob pressão de câmara quente com base em máquinas de fundição tipográfica. Em meados do século XIX, nasceu a típica máquina de fundição sob pressão de câmara quente. Depois de entrar no século 20, a máquina de fundição sob pressão de câmara quente tornou-se cada vez mais madura, e a máquina de fundição sob pressão de câmara fria surgiu. Na segunda metade do século 20, as máquinas de fundição sob pressão experimentaram uma maior reforma, evolução e inovação, e as máquinas de fundição entraram em um novo período de desenvolvimento. Nos últimos 20 ou 30 anos, as máquinas de fundição sob pressão desenvolveram-se muito rapidamente em termos de grande escala, automação, unitização e flexibilidade. Nos últimos anos, a alta tecnologia da fundição sob pressão apresentou continuamente requisitos cada vez mais altos para máquinas de fundição sob pressão. A produção de fundição sob pressão não apenas desempenha um papel importante na fundição de ligas não ferrosas, mas também se tornou uma parte importante da indústria moderna. Nos últimos anos, alguns países contam com o progresso tecnológico para promover fundidos de paredes finas e leves, o que levou a uma mudança no conceito de avaliação do nível de desenvolvimento da tecnologia de fundição de um país, da produção de fundição para o uso do nível de progresso tecnológico como uma base importante para medir o nível de fundição de um país. 3: Máquina de fundição sob pressão de câmara fria O metal é derretido fora da máquina e, em seguida, o metal fundido é adicionado à câmara de compressão com uma colher. De acordo com a direção do movimento do pistão de compressão, pode ser dividida em uma máquina de fundição sob pressão vertical de câmara fria e uma máquina de fundição sob pressão horizontal de câmara fria. Entre eles, o metal fundido é retirado do forno da máquina de fundição vertical de câmara de pressão fria e despejado na câmara de ...
consulte Mais informação