2022-03-10
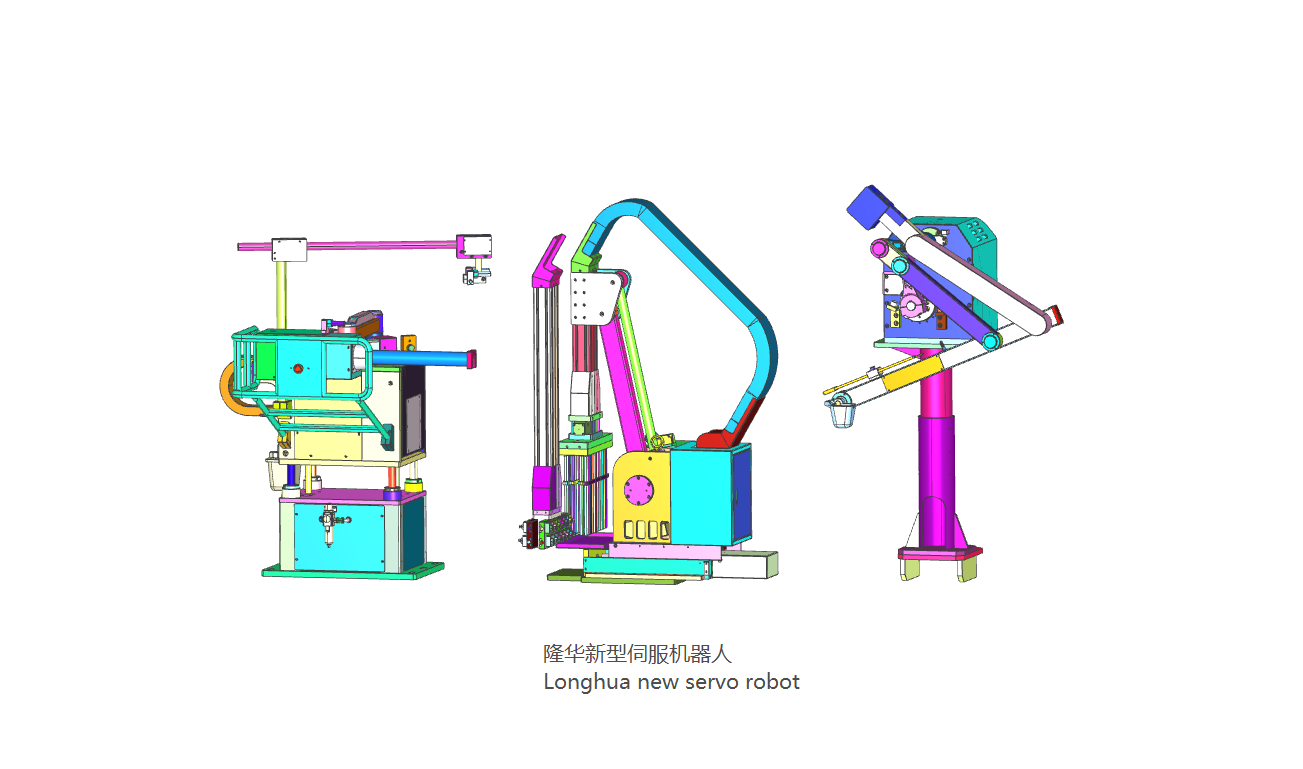
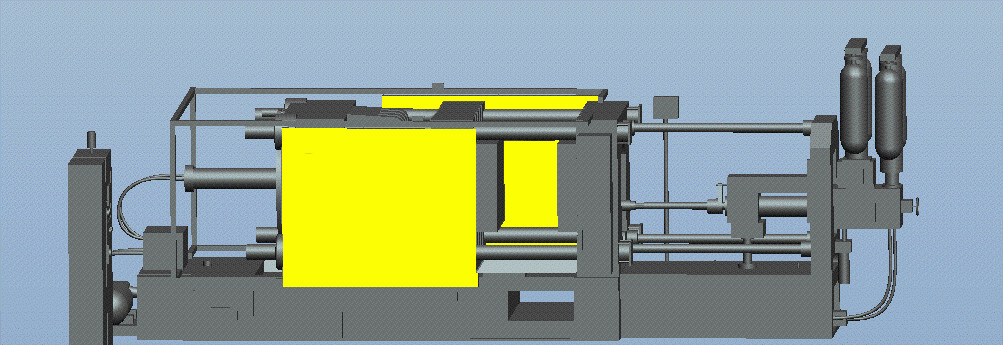
na produção de elenco, robôs industriais pode não apenas substituir as pessoas em alta temperatura, poluição e ambiente perigoso,, mas também melhorar a eficiência do trabalho, melhorar a precisão e a qualidade do produto, reduzir custos, reduzir o desperdício, e pode obter produtos flexíveis e duráveis processo de produção de alta velocidade. tecnologia longhua será a tecnologia de fundição, equipamento de fundição, combinação orgânica de robôs industriais, pesquisa e desenvolvimento contínuos de projetos de fundição no campo de aplicação, cobriu automação de máquinas de fundição sob pressão, fundição sob pressão, fundição moagem e outros campos, principalmente envolvidos na fabricação de núcleos, modelagem, limpeza, moagem, processos de transporte e paletização.1. fundição por gravidade -- nova máquina de concha servo o modo de fundição tradicional de fundição por gravidade é colher artificial para tomar fundição de alumínio líquido, alta temperatura, grande força de manuseio, especialmente grandes peças fundidas precisam de duas colheres para tomar fundição de alumínio líquido. este modo causará baixa estabilidade de processo de fundição e flutuação da qualidade do produto de fundição devido à limitação da capacidade física do operador. não apenas a mão de obra é demais para suportar, a qualidade também é afetada. e o uso de fundição de robô industrial, pelo robô software de gerenciamento de vazamento controle automático do robô de acordo com o conjunto de processo de fundição, a repetibilidade do produto é consistente, melhora muito a qualidade dos produtos, a liberação do trabalho. ·2, máquina de fundição - novo extrator automático servo oficina de fundição alta temperatura de trabalho, intensidade de trabalho, o uso de robôs para substituir as operações manuais de colheita e pulverização, pode melhorar a eficiência da produção e reduzir a dependência do manual, mais e mais fábricas de fundição começaram a usar robôs no link de fundição . 3. máquina de desmoldagem de fundição -- novo pulverizador automático servo o processo de desmoldagem na produção de fundição de precisão tradicional é geralmente concluído por manual. algum agente de desmoldagem tem peso pesado e grande intensidade de trabalho, enquanto o robô industrial tem alta precisão de movimento e grande qualidade de carga, que pode substituir a desmoldagem manual operação de peças de fundição . robô automático na produção de fundição tem as características de melhorar as condições de trabalho, economizar mão de obra, reduzir a taxa de sucata e o custo do produto, melhorar a produtividade e a qualidade do produto, garantir a segurança da produção, acelerar a renovação do produto, e reduzir a perda de equipamentos, economizar recursos, produção limpa e assim por diante.portanto, melhorar o nível de automação na indústria de fundição, fortalecer a aplicação de robôs industriais na indústria de fundição, para para alcançar uma produção limpa, aumentar os benefícios da empresa. bengbu lo...
consulte Mais informação